duydiem6868
Thành viên
- Tham gia
- 13/4/2015
- Bài viết
- 0
1. Lịch sử sản xinh ra biện pháp cắt plasma cnc .
phương pháp cắt bằng Plasma được phát hiện và đưa vào tiến trình sản xuất từ một số năm 1960, khi đó ngành khai thác mỏ đang cực kì cải tiến , với số lượng lớn các xe tải cỡ lớn làm việc ra vào ngày đêm tại các mỏ quặng, các xe tải này làm việc vận chuyển hàng ngàn tấn quặng vật liệu, đất đã mỗi ngày.Việc sửa chữa và bảo trì đội xe gặp rất nhiều vất đề khó khăn, công việc bảo trì yêu cầu một số công nhân phải loại bỏ những mối hàn cũ, đây là công việc đầu tiên mà những công nhân phải thực hiện khi sửa chữa 1 cái thùng xe tải hay thay thế bảng lót khuôn của xe ủi, Họ dùng biện pháp thường sử dụng ở thời điểm này đó là dùng điện cực Cabon để thổi chắc chắn về kỹ thuật . Đây còn hay được gọi với cái tên là phương pháp cắt hồ quang không khí (AAC – air arc cutting), hồ quang được tạo ra giữa điện cực cacbon & chi tiết gia công. kim loại nóng chảy bị đẩy ra xa bằng dòng khí nén hướng đến điểm nóng chảy, dòng khí nén đẩy vật liệu nóng chảy ra khỏi thành cắt của vật liệu và sản xinh ra đường cắt.
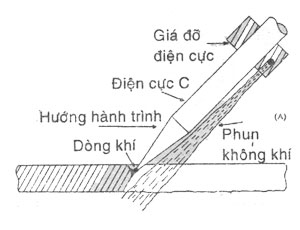
biện pháp cắt bằng điện cực Cacbon - Khí nén
Nhưng biện pháp này tốn khá nhiều thời gian, sau một khoảng thời gian phương pháp Plasma được phát hiện & đưa vào dùng cho một số máy cắt plasma cầm tay , các điểm tối ưu của biện pháp này giúp nó trở thành biện pháp phổ biến & là giải pháp tuyệt vời cho cắt một số tấm thép lá và thép tấm.
Cắt tấm thép bằng phương pháp Plasma là 1 bước cải tiến vượt bậc về công nghệ cắt kim loại, nó là thông số công nghệ cắt nổi trội dành cho tấm thép thường với vận tốc cắt cực kỳ cao, cao hơn khá nhiều so với phương pháp cắt cắt Oxy khí gas ở phần một .
Nhưng phương pháp này tuy cắt rất nahnh nhưng có một điểm hạn chế khi nó mới ra đời đó là chất lượng cao của đường cắt ít được chuẩn, đường cắt cạnh mặt cắt có hiện tượng bị vát. nó là thông số hạn chế của cách cắt bằng Hồ quang Plasma này. mức độ cắt vát của mặt cắt phụ thuộc và vật liệu cắt có độ dày mỏng khác nhau , thông thường từ 6mm đến 38mm. Cắt các tấm thép với độ dày mỏng càng lớn thì độ vát của đường cắt vật liệu càng cao, mặc dù vậy điều này có khả năng khắc phục được với những máy cắt và hệ thống hỗ trợ như hiện thời điểm này , Nhất là phương pháp này cho chất lượng cao đường cắt mịn và rất ít xỉ bám vào đường cắt.
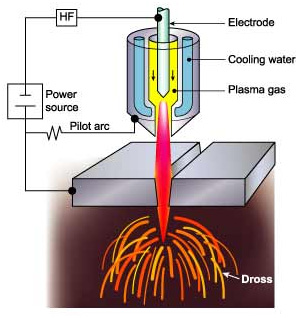
Trong biện pháp này khí trơ ( hoặc không khí nén ) được thổi qua vòi phun với áp suất khá cao, cùng thời điểm với tia hồ quang điện cũng truyền qua luồng khí này từ vòi phun đến bề mặt vật cắt, chuyển 1 phần khí sang thành Plasma
Hệ thống một số linh kiện cho việc cắt bằng Plasma có thể có số tiền cao hơn nhiều so với phương pháp cắt bằng khí Oxy - Gas.
2. điểm mạnh của biện pháp cắt plasma CNC nếu so với phương pháp cắt Oxy - Gas
cắt plasma có những lợi thế vô cùng lớn nếu so với cắt Oxy - Gas :
- vận tốc đường cắt cực nhanh , vấn đề này càng rõ ràng khi thực hiện cắt cùng tấm phôi với độ dày dưới 50mm. việc này thường rất có lợi đối với một số xưởng sản xuất Đặc biệt một số xưởng sản xuất lớn, giúp tiết kiệm số tiền do giảm thời gian cắt, giảm giá thành nhân công làm việc và đẩy nhanh quá trình hoàn thiện linh kiện từ đó làm giảm giá thành linh kiện .
- phương pháp cắt bằng Plasma tạo ít phôi vụn và bề mặt chế tạo chính xác hơn, sạch hơn.
- phương pháp cắt bằng Plasma có thể cắt được nhiều vật liệu & với độ dày mỏng vật liệu khác biệt nhất . có khả năng cắt vật liệu với độ dày rất lớn và Nhất là những vật liệu không chứa sắt.
Máy cắt plasma CNC thường rất dễ dàng trong vận hành do nó không đòi hỏi quá cao về kĩ thuật và tay nghề, vấn đề này giúp việc đào tạo công nhân hoạt động nhanh hơn, với các thao tác cắt giản đơn , không cần điều khiển quá nhiều khi đang cắt.
- Nhất là điều khác hàng quan tâm nhất đến biện pháp cắt này đó là tính tiết kiệm, biện pháp cắt này tiết kiệm hơn thường khá nhiều khi cắt các tấm phôi với độ đày không quá 30mm.
phương pháp cắt bằng Plasma được phát hiện và đưa vào tiến trình sản xuất từ một số năm 1960, khi đó ngành khai thác mỏ đang cực kì cải tiến , với số lượng lớn các xe tải cỡ lớn làm việc ra vào ngày đêm tại các mỏ quặng, các xe tải này làm việc vận chuyển hàng ngàn tấn quặng vật liệu, đất đã mỗi ngày.Việc sửa chữa và bảo trì đội xe gặp rất nhiều vất đề khó khăn, công việc bảo trì yêu cầu một số công nhân phải loại bỏ những mối hàn cũ, đây là công việc đầu tiên mà những công nhân phải thực hiện khi sửa chữa 1 cái thùng xe tải hay thay thế bảng lót khuôn của xe ủi, Họ dùng biện pháp thường sử dụng ở thời điểm này đó là dùng điện cực Cabon để thổi chắc chắn về kỹ thuật . Đây còn hay được gọi với cái tên là phương pháp cắt hồ quang không khí (AAC – air arc cutting), hồ quang được tạo ra giữa điện cực cacbon & chi tiết gia công. kim loại nóng chảy bị đẩy ra xa bằng dòng khí nén hướng đến điểm nóng chảy, dòng khí nén đẩy vật liệu nóng chảy ra khỏi thành cắt của vật liệu và sản xinh ra đường cắt.
biện pháp cắt bằng điện cực Cacbon - Khí nén
Nhưng biện pháp này tốn khá nhiều thời gian, sau một khoảng thời gian phương pháp Plasma được phát hiện & đưa vào dùng cho một số máy cắt plasma cầm tay , các điểm tối ưu của biện pháp này giúp nó trở thành biện pháp phổ biến & là giải pháp tuyệt vời cho cắt một số tấm thép lá và thép tấm.
Cắt tấm thép bằng phương pháp Plasma là 1 bước cải tiến vượt bậc về công nghệ cắt kim loại, nó là thông số công nghệ cắt nổi trội dành cho tấm thép thường với vận tốc cắt cực kỳ cao, cao hơn khá nhiều so với phương pháp cắt cắt Oxy khí gas ở phần một .
Nhưng phương pháp này tuy cắt rất nahnh nhưng có một điểm hạn chế khi nó mới ra đời đó là chất lượng cao của đường cắt ít được chuẩn, đường cắt cạnh mặt cắt có hiện tượng bị vát. nó là thông số hạn chế của cách cắt bằng Hồ quang Plasma này. mức độ cắt vát của mặt cắt phụ thuộc và vật liệu cắt có độ dày mỏng khác nhau , thông thường từ 6mm đến 38mm. Cắt các tấm thép với độ dày mỏng càng lớn thì độ vát của đường cắt vật liệu càng cao, mặc dù vậy điều này có khả năng khắc phục được với những máy cắt và hệ thống hỗ trợ như hiện thời điểm này , Nhất là phương pháp này cho chất lượng cao đường cắt mịn và rất ít xỉ bám vào đường cắt.
Trong biện pháp này khí trơ ( hoặc không khí nén ) được thổi qua vòi phun với áp suất khá cao, cùng thời điểm với tia hồ quang điện cũng truyền qua luồng khí này từ vòi phun đến bề mặt vật cắt, chuyển 1 phần khí sang thành Plasma
Hệ thống một số linh kiện cho việc cắt bằng Plasma có thể có số tiền cao hơn nhiều so với phương pháp cắt bằng khí Oxy - Gas.
2. điểm mạnh của biện pháp cắt plasma CNC nếu so với phương pháp cắt Oxy - Gas
cắt plasma có những lợi thế vô cùng lớn nếu so với cắt Oxy - Gas :
- vận tốc đường cắt cực nhanh , vấn đề này càng rõ ràng khi thực hiện cắt cùng tấm phôi với độ dày dưới 50mm. việc này thường rất có lợi đối với một số xưởng sản xuất Đặc biệt một số xưởng sản xuất lớn, giúp tiết kiệm số tiền do giảm thời gian cắt, giảm giá thành nhân công làm việc và đẩy nhanh quá trình hoàn thiện linh kiện từ đó làm giảm giá thành linh kiện .
- phương pháp cắt bằng Plasma tạo ít phôi vụn và bề mặt chế tạo chính xác hơn, sạch hơn.
- phương pháp cắt bằng Plasma có thể cắt được nhiều vật liệu & với độ dày mỏng vật liệu khác biệt nhất . có khả năng cắt vật liệu với độ dày rất lớn và Nhất là những vật liệu không chứa sắt.
Máy cắt plasma CNC thường rất dễ dàng trong vận hành do nó không đòi hỏi quá cao về kĩ thuật và tay nghề, vấn đề này giúp việc đào tạo công nhân hoạt động nhanh hơn, với các thao tác cắt giản đơn , không cần điều khiển quá nhiều khi đang cắt.
- Nhất là điều khác hàng quan tâm nhất đến biện pháp cắt này đó là tính tiết kiệm, biện pháp cắt này tiết kiệm hơn thường khá nhiều khi cắt các tấm phôi với độ đày không quá 30mm.